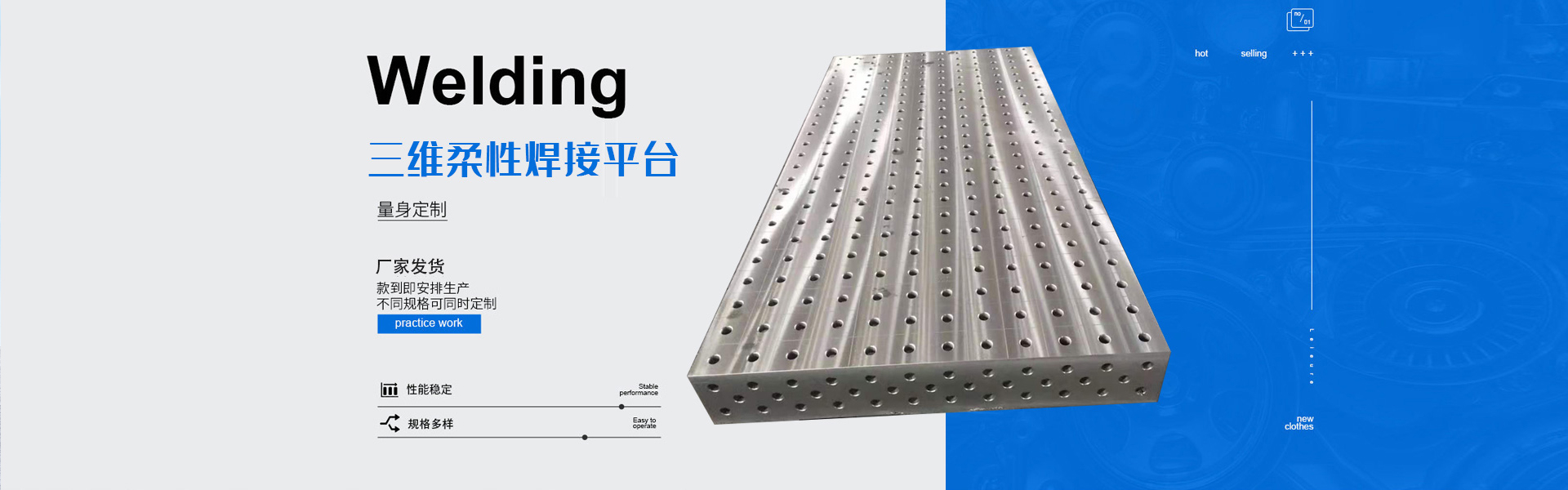
三维柔性焊接平台的承载能力不错,钢性稳定,它的五个面均加工有规则的孔,并刻有网线。焊接平台可方便地延伸和扩展,组合。经扩展的标准台面可模块化的定位和夹紧直接连接在一起。在安装、调整和定位工件过程将柔性三维组合焊接工装系统的通用功能展示的酣畅淋漓,在了大型工件方面的应用上。拼装方式多样,用户只要充足发挥想象力,几乎可达到任意用夹具同样的定位和夹紧功能。拼装快,装拆方便;三维柔性焊接平台工作台面可以根据工件形状、大小进行拼装组合。台面上的刻度和模块尺寸的设计,使操作工人不用量具就可以根据工件尺寸搭出所需要的工装。
关于三维柔性焊接平台的主要特点如下:
一、三维柔性焊接平台控制系统要具备控制大量执行元件的能力,特别是需要具备准确控制超出(多于6)轴的能力。同时要求工装控制系统具有开放性,伺服轴(电机)数量增减方便,而且数量增减不影响控制精度。
二、三维柔性焊接平台控制系统通过控制伺服电机实现柔性工装中大量定位点的运动控制,柔性工装的功用决定了在应用中一般只关心其各定位点终的位置精度,而不关心运动轨迹精度,因此,柔性工装数控系统一般不需具备多轴同步和插补功能。
三、为适应工装设备一体化的发展趋势,柔性工装控制系统要能适应多种总线拓扑结构,以便能与其他数控设备的数控系统集成。
对于三维柔性焊接平台浇注位置,特别是对于入液位置的选择往往比较随意。因此而造成了一系列的产品质量问题,往往习惯从铁水质量、工艺补缩和操作等方面查找原因,忽略了三维柔性焊接平台的浇注位置。那么该如何确定三维柔性焊接平台浇注位置?三维柔性焊接工装的浇注位置主要由以下六点来确定:
一、从三维柔性焊接平台的薄处入金属液,避免薄位浇不足,以及减轻因铸件壁厚差异悬殊而造成的应力。
二、要避免铁水在型砂中推进的较前端部份在产品的关键区域聚集。
三、少用或不用阶梯形浇口。
四、尽量从铸铁工装较低处入金属液,以便铁水平稳上升,浮砂、夹渣充足上浮。
五、尽快充型。
六、变径内浇口、缝隙式浇口、内浇口切向入水等措施对提升浇注质量果的。
三维焊接工作平台其实也就是一个可供焊接时使用的平台,但正因为是供焊接时要使用的,而焊接时所产生的火花和对电的使用,也注定了焊接平台的不平凡,那么焊接的平台的组成部分都包含哪些呢?
1、焊接:专为焊接制品的制造而设计的通用夹具;用于焊接十分方便、灵活、,与传统的焊接方式许多。
2、三维:代表三个方向一般夹具都是纵向和横向没有垂直方向。平台大面有二个方向,四周边可用作垂直方向的安装,从而达到立体组合。
3、孔系:主要特点就是从平台到附件都是标准孔没有传统的螺纹或t型槽,配合锁销就能使装配变得加方便,定位。
4、柔性:一套夹具就可完成几个产品或几十个产品的需求,从而大大的加快了产品的、试制的进程,节省大量的人力、物力和财力(环保和低碳产品)。
5、组合:根据产品的需求任意组合及调整。





